
Nachbur AG - Einfach, flexibel, vielseitig.
Warum ein Schweizer Hersteller von Präzisionsdrehteilen vom HALTER LoadAssistant überzeugt ist
Produktionsfläche und Fertigungsstunden am Werkplatz Schweiz sind bekanntlich teuer. Unternehmer wie Daniel Graf von der Nachbur AG wissen daher nur allzu gut, dass eine wirtschaftliche Präzisionsfertigung nur mit hochqualifizierten Mitarbeitern in Kombination mit hoher Automatisierung realisierbar ist. Und auch bereits bestehende Automationslösungen können hierbei durchaus auf dem Prüfstand stehen.
„Mit unseren 105 Mitarbeitern sind wir auf die Fertigung hochpräziser Dreh- und Frästeile sowie Baugruppen inklusive Montage spezialisiert. Unsere Produktion ist von einer hohen Wertschöpfung geprägt, da zu unserem Fertigungsspektrum u. a. auch das Schleifen und Reinigen von Bauteilen sowie die Laserbeschriftung zählen. Viele verschiedene Branchen, wie z. B. die Medizintechnik, Mess- und Regeltechnik, die Hydraulik- und Elektronikindustrie sowie die Optik bauen auf unsere hohe Qualität, und das weltweit“, sagt Daniel Graf, Geschäftsführer der Nachbur AG und gemeinsam mit seiner Schwester Gabriela Mitinhaber des Unternehmens.
Präzisionsfertigung mit hoher Materialbandbreite
Das Unternehmen mit Sitz in Holderbank (Kanton Solothurn) bearbeitet im Grunde sämtliche zerspanbare Metalle wie z. B. rostfreien Edelstahl, Nickelbasislegierung, Titan, diverse Buntmetalle, und, und, und. Produziert wird vor allem in kleinen und mittleren Serien in Losgrößen bis 10.000 Stück. „Bei den Werkstückdimensionen bewegt sich unsere Kernkompetenz im Bereich von 0,5mm bis 150mm“, erklärt Daniel Graf und vermittelt einen Eindruck, was Präzisionsfertigung bedeuten kann. „Die kleinsten Bohrungen, die wir bspw. in rostfreiem Stahl einbringen können, haben einen Durchmesser von lediglich 0,05mm. Im Vergleich hierzu ist ein menschliches Haar nahezu doppelt so dick.“
Produktionsübergreifende Automatisierung
Auf einer Produktionsfläche von 6.500 Quadratmetern verfügt Nachbur über einen gleichermaßen beeindruckenden wie hochmodernen Maschinenpark, angefangen von einfachen 2-Achs-Drehmaschinen bis hin zu hochkomplexen Drehzentren mit bis zu 14 Achsen. Hierzu der Geschäftsführer: „Momentan haben wir zirka 60 Dreh- und Fräsmaschinen im Einsatz, die alle ausnahmslos in irgendeiner Form automatisiert sind, sei es z. B. mit Stangenladern oder direkt mit Robotern, um nur wenige Beispiele zu nennen.
Darüber hinaus haben wir seit jüngstem auch eine Lösung von HALTER CNC Automation, die uns die automatisierte Bearbeitung von Sägerohlingen ermöglicht.“
Wirtschaftliche Fertigung von 30.000 Bauteilen per Anno
Den Anlass für diese Neuinvestition gab ein Grossauftrag für ein neues Produkt, den Nachbur im vergangenen Jahr erhielt: die Fertigung von rotationssymetrischen Bauteilen aus Aluminium mit einem Durchmesser von 90mm und einer Höhe von 100mm mit einem anvisierten Volumen von 30.000 Stück pro Jahr.

Die Produktionskapazitäten für diesen Auftrag standen nach Aussagen von Daniel Graf eigentlich parat – eigentlich: „Wir hätten die Teile auf einer unserer Drehzentren mit Roboter fertigen können. Aber solche Anlagen sind für die Produktion hochkomplexer Bauteile ausgelegt und für diese Art von Auftrag daher im Grunde völlig überdimensioniert und unwirtschaftlich.“ Stattdessen entschied man sich, die Neuteile auf einer 3-Achs-Drehmaschine zu fertigen.
„Diese Bestandsmaschine, eine Okuma Genos L2000-e, war bislang mit einem Stangenlader ausgestattet. Da der Stangendurchlass jedoch für die Dimensionen der neuen Werkstücke zu klein war, mussten wir mit Sägerohlingen arbeiten. Die Maschine aber manuell zu be- und entladen, wäre schon hinsichtlich der Stückkosten ebenfalls nicht wirtschaftlich gewesen“, so Daniel Graf.
Einblick in die Praxis konnte überzeugen
Also begab sich Nachbur auf die Suche nach einer Lösung unter den namhaften Anbietern für die automatisierte Werkstückhandhabung und erstellte im Zuge der Vergleiche von mehreren unterschiedlichen Systemen eine detaillierte Kosten-Nutzen-Analyse. „In die engere Wahl kam hierbei auch eine Roboterzelle von HALTER CNC Automation. Nachdem wir eine dieser Zellen dann im praktischen Einsatz begutachten konnten, stand die Entscheidung für eine bestimmte Lösung fest.“
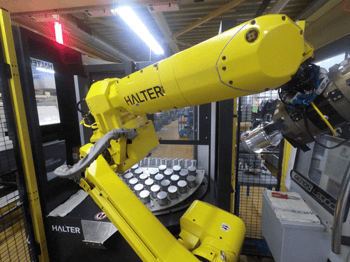
Konkret handelte es sich hier um einen Halter LoadAssistant Universal Premium mit einer Robotertragkraft von 25kg. Diese vielseitige, mobile Roboterzelle zum Be- und Entladen von CNC-Dreh-/Fräsmaschinen deckt den gesamten Werkstückbereich bis 270mm Durchmesser bzw. Länge ab und ist als Plug-and-Play-System innerhalb kürzester Zeit installiert.
Der Teilepuffer der Halter LoadAssistant besteht aus werkstückspezifischen Aufnahmen (Rasterplatten) für rechteckige und rotationssymetrische Teile sowie Stangenmaterialien. Während der Roboter an der Vorderseite eine Maschine mit neuen Werkstücken belädt und Fertigteile entnimmt, kann ein Bediener auf der Rückseite hauptzeitparallel die produzierten Teile aus dem Puffer nehmen und die Zelle mit Rohteilen bestücken.
„Eine Maschine ist keine Maschine“
„Überzeugt haben mich die einfache, intuitive Bedienbarkeit der Roboterzelle und vor allem der drehbare Werkstückpuffer, der im Grunde eine kontinuierliche, automatisierte Fertigung ermöglicht, weil man Fertigteile entnehmen und das System mit neuen Rohlingen bestücken kann, während die Maschine läuft. Das haben viele andere Systeme nicht“, meint Daniel Graf und nennt ein weiteres wichtiges Argument für seinen Entschluss: „Darüber hinaus bietet Halter mehrere Varianten des LoadAssistant an. Unsere Strategie lautet „eine Maschine ist keine Maschine“. Wenn wir uns demnach für eine Lösung entscheiden, möchten wir mit ihr auch Optionen für die Zukunft sehen, wobei uns das Angebot von Halter die notwendige Flexibilität bietet.“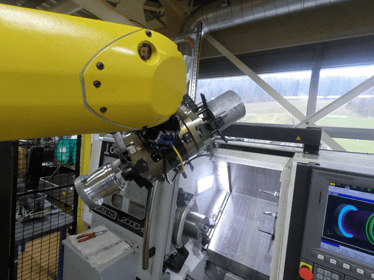
Derzeit bietet HALTER CNC Automation seine Beladeroboter in den Versionen Compact, Premium und Big an, die sich wiederum in die Modellvarianten „Universal“ (Dreh-Fräsen), „TurnStacker“ (Drehen) und „MillStacker“ (Fräsen) gliedern. Die hohe Standardisierung der verschiedenen Beladeroboter ermöglicht es Kunden, die Lösungen sehr einfach und gezielt in ihrer Produktion zu integrieren.
Platzsparende Roboterzelle für die flexible, unbemannte Produktion
Zum Be- und Entladen der Drehmaschine von Okuma wird bei Nachbur eine Rasterplatte zur Aufnahme von insgesamt 68 Werkstücken verwendet. Da die Bearbeitungszeit pro Werkstück rund 2,5 Minuten beträgt, ist das Gesamtsystem in der Lage, mehr als zwei Stunden unbemannt zu fertigen. „Somit können wir pro Schicht rund 190 Teile produzieren und unseren Tagesausstoß um zirka 15 Prozent steigern. Außerdem lassen sich nun auf der Maschine auch weitere Bestandsteile aus anderen Materialien fertigen, die u.a. aus materialtechnischen Gründen nicht sehr gut als Stangenmaterialien verarbeitet werden können. Ein gutes Beispiel hierfür liefern Teile aus Inconel 625, ein höchstkorrosionsbeständiges Material, das nur schwer zu zerspanen ist. Mit solchen Teilen erzielen wir durch das automatische Be- und Entladen mit dem Halter LoadAssistant eine Produktivitätssteigerung von bis zu 30 Prozent“, sagt Daniel Graf und unterstreicht: „Die Investition hat sich für uns daher in vielerlei Hinsicht gelohnt, zumal sich die Roboterzelle durch ihr kompaktes Design problemlos in den bestehenden Produktionsbereich einfügt, ohne mehr Fläche zu benötigen.“
